

+1 919-542-4417
+1 919-542-4417




Automated Thread Gauge
Since 2013, the Autonetics Automated Thread Gauge has been the cornerstone of OCTG automated, in-process thread inspection. With installations across the globe, our technology has scanned millions of threaded connections, helping our partners reduce labor costs while simultaneously achieving 100% inspection coverage.
What is the AGU
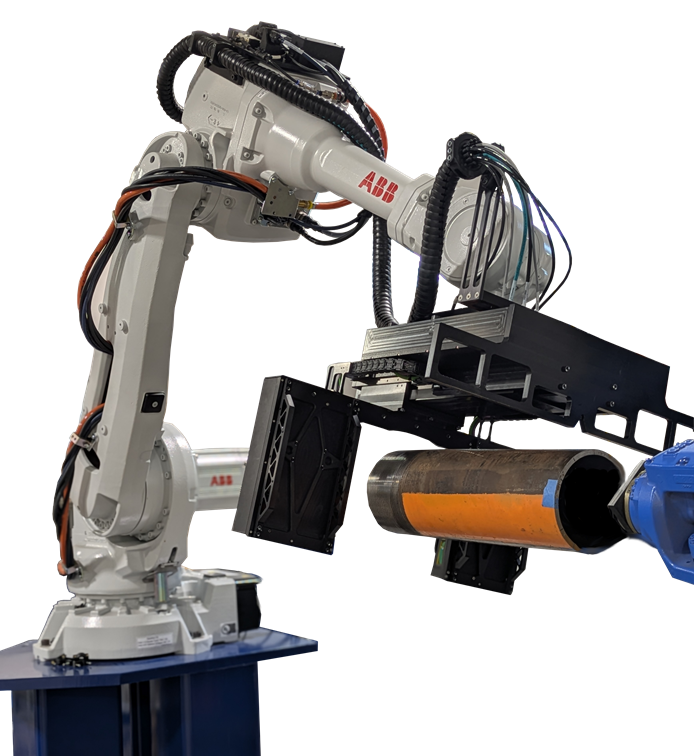
The AGU is an in-process, high-speed, non-contact measurement system designed and engineered to automate the process of OCTG thread inspection.
The system utilizes industrial robotics, cutting-edge sensor technology and industry-vetted analytics to produce fast, accurate and reliable inspection results. A small, modular cell design allows for installation in any manufacturing line layout. Standardized communication protocols ensure quick and easy integration with L1 and L2 systems providing 100% data retention and traceability.
How it Works
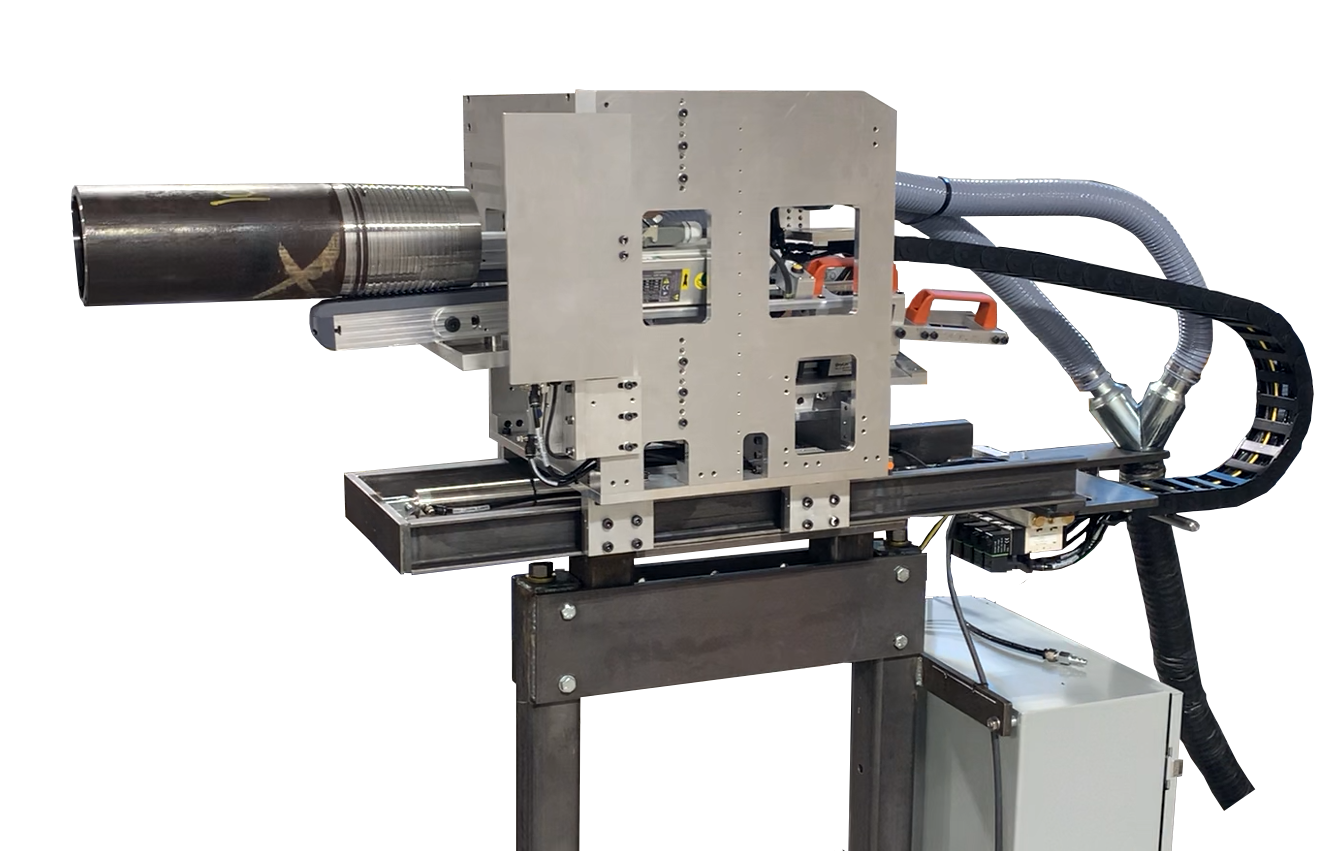
The AGU is installed downstream from a pipe threader (CNC lathe, PMC, etc). After a pipe is threaded, it is transferred down the line to the Autonetics Automated Pipe Cleaning System. This station ensures that all coolant and debris are removed from the threads prior to inspection.

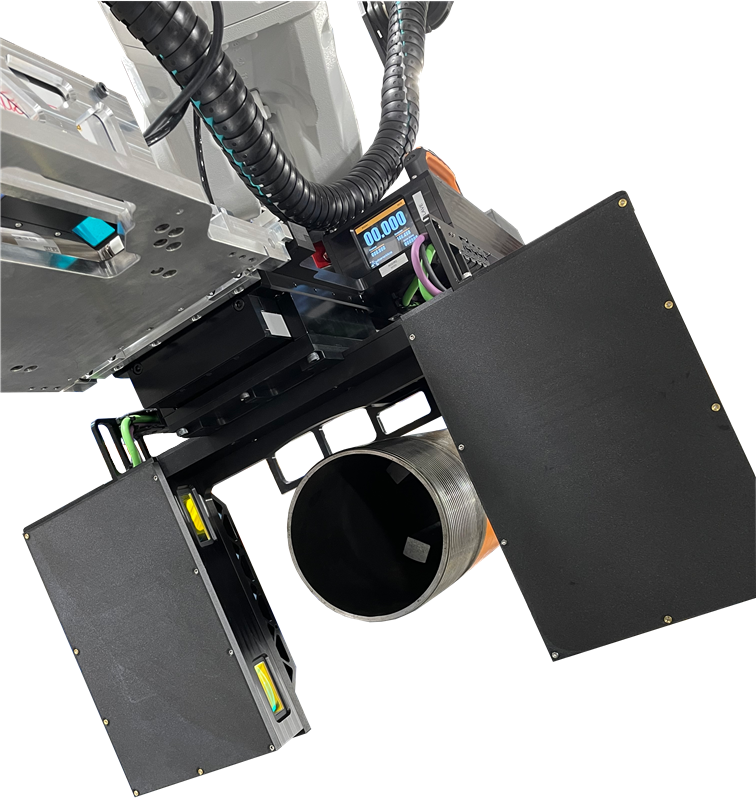
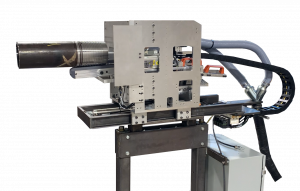
AGU5 Gauge Head w/ FMX Attachment

Automated Pipe Cleaning and Deburr
Automated Pipe Cleaning w/Deburr
-
Category
Inspection Purpose
In-Process Thread InspectionIndustry
Oil Country Tubular GoodsThreadforms
API, Semi-Premium, PremiumSupported Pipe Diameters
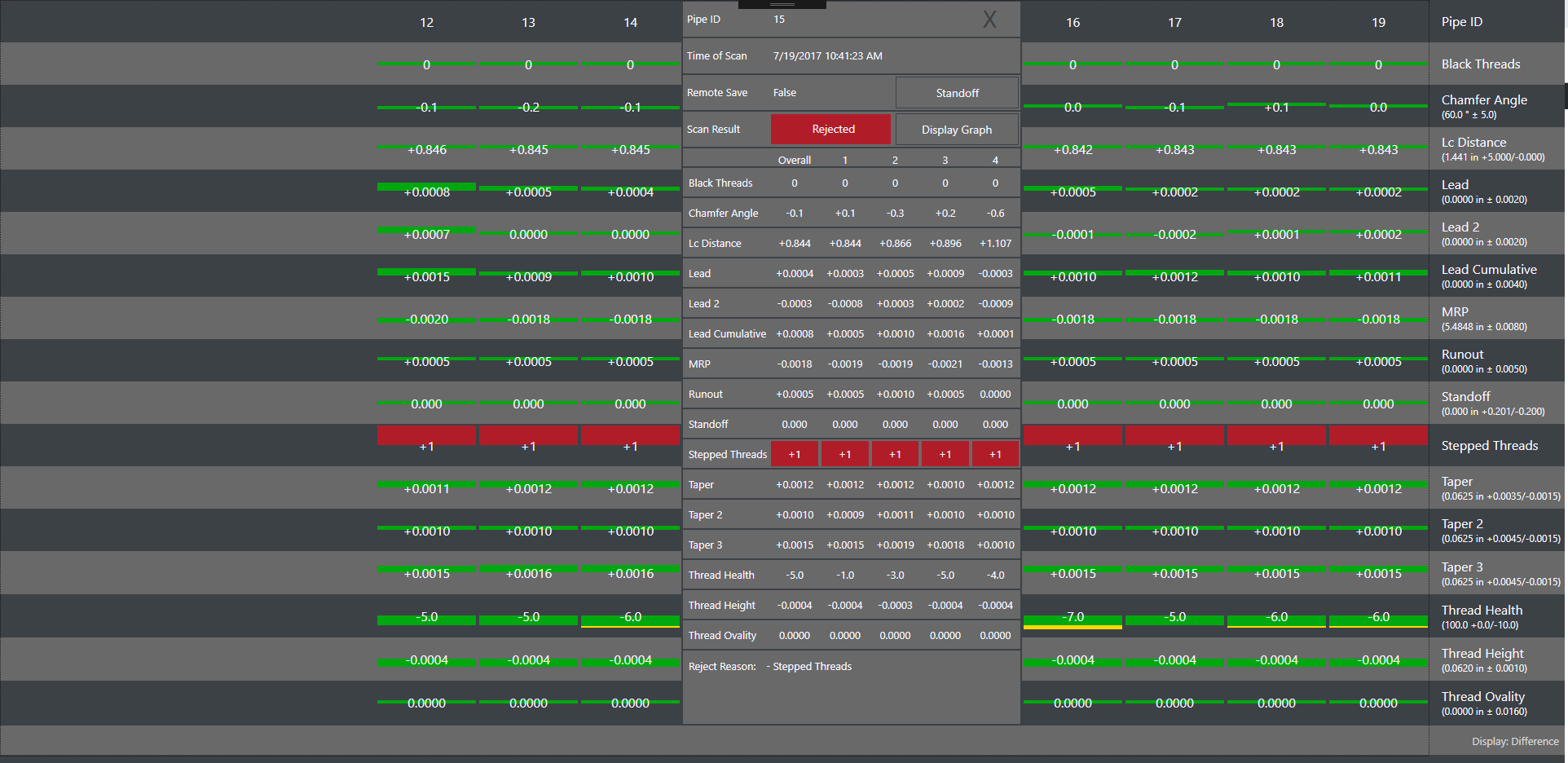
2-3/8" to 16"Features Measured
OD Threads, Face & ID FeaturesPrecision to Tolerance
< 10%Cycle Time
< 30 Seconds